在评估梅特勒-托利多(以下简称M-T)电子天平的计量性能时,不少人由于不了解或不熟悉其测试方法,往往采用了中国计量检定规程中的测试方法,但又套用了M-T电子天平的计量评估标准(如:线性和重复性评估标准),以致出现交叉性错误。本文详细介绍了M-T电子天平的测试方法及在国内计量部门中大量使用的部分M-T电子天平的计量评估标准,以达到不同的测试方法采用对应的计量评估标准,从而避免上述错误发生。
一、梅特勒-托利多电子天平的测试方法
考虑到梅特勒-托利多电子天平在国内的计量部门和其他部门的广泛使用,故对其计量性能的评估还应以*计量检定规程中所采用的测试方法和计量评估标准为准。
1.概述
电子天平的主要计量性能有:偏载误差(四角误差)、线性误差和重复性。这里,我们将描述M-T电子天平测试方法和允许误差,并与中国计量检定规程(以下简称JJG98-1990)方法做适当比较。
2.M-T天平的测试方法
(1)天平的计量特征数据
按《中华人民共和国计量器具型式批准证书》和*质量技术监督局制造计量器具许可证中所示,可读性(即*小分度值d)好于10mg的M-T电子天平均已注明检定标尺分度值
1e=10d
由于M-T公司根据天平的称量范围、可读性(d)、传感器机械结构等方面的原因,分别对各级、各类天平的四角误差、线性误差和重复性给出了各自的允许误差表,并非像JJG98-1990规程中是根据统一的*大允许误差表,用天平的检定标尺分度值e来计算出天平的四角误差、线性误差和重复性的允差,进行计量性能评估。
因此M-T公司对电子天平计量性能评估与天平检定标尺分度值e没有依赖关系,M-T天平根据OIML R76国际建议规定,好于0.1mg的天平e=1mg。
(2)偏载检验(四角误差)
偏载检验指在称量盘上有规律地改变载荷位置,确定天平的示值是否不受载荷分布方式影响的一种检验。
天平的四角误差是指各偏载点示值与中心点示值之差。其中*大差值应在我公司对该种天平规定的允许误差之内。用于检验四角误差的试验载荷等于天平的*大秤量的1/3。
例如:AE240
量程为200g时,试验载荷为80g,四角允差为±0.3mg;
量程为40g时,试验载荷为10g,四角允差为±0.05mg。
有时难于找到合适的试验载荷,经常采用等于天平*大秤量的1/2的试验载荷。
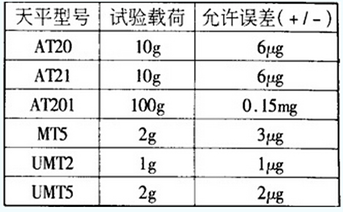
例如:AT201试验载荷为100g,四角允差为±0.15mg;
AT21试验载荷为10g,四角允差为±0.6μg。
偏心位置的选择:
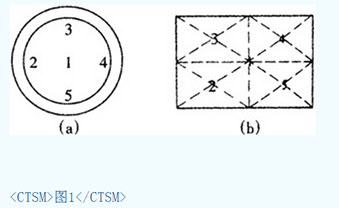
对于圆形称量盘的天平,砝码应放在中间及前、后、左、右称量盘的内缘处。如图1(a)。
对于矩形称量盘的大称量天平,砝码应放在如图1(b)所示的中间及左前角、左后角、右前角、右后角位置上。
四角误差检验方法:
将砝码放置到称量盘的中间,去皮,使显示示值回零。再分别移动砝码到称量盘的前、后、左、右的内边缘处,并记录下各偏心位置的示值差。其中*大者应满足M-T公司对该种天平规定的允差之内。如果四角超差,应予调整到允差之内。
由于采用了去皮回零的检定方式,因此在每个偏心点所记录下的示值差*是该点偏离中心点的四角误差。
M-T天平所检验四角误差的常用试验载荷及允许误差见下表。
(3)线性检定
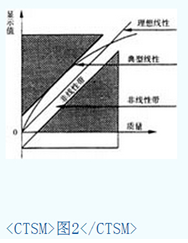
线性检定是指加载试验时,所加载荷与相应示值之间的线性关系好坏的一种评估,常用天平示值与理想线性直线即从零载到*大秤量的连线之间的正或负*大偏差值表示,如图2。
线性检定中,根据天平的可读性和砝码的级别准确度来确定采用哪种线性检定方式。
对于天平可读性低于0.1mg(含0.1mg)以下的各级、各类天平,如使用的砝码为E2,F1等级别,只要砝码的准确度满足测试要求,均可采用直接比较法,如G系列、B系列、R系列、GB系列天平。测试的具体载荷点视天平称量范围选定,但必须注意空载和*大秤量这两点是必检点。例如:
AB 204选用50/100/150/200g
PB 303选用100/200/300g
PR 5002选用1000/2000/3000/4000/5000G
PG 1200 1-S选用3000/6000/9000/12000g
对于天平可读性好于0.01mg(含0.01mg)的各类天平,必须采用E2等以上砝码,由于E2等砝码折算质量修正值的限制,M-T公司对这类天平采用分段去皮法。通常选择零载荷(即空载点)和1/4载荷、1/2载荷、3/4载荷和全载荷作为检测点。即五点四段法。如:AG 245,AT 201,AT21,AT20,MT5,UMT2等天平即采取此方法。
两种检定方法:
(1)直接比较法(可读性低于0.1mg以下天平)。去皮,并记录零载示值0;逐渐单调往上加载,直至天平的*大秤量,并记录各测量点的示值;其后,逐渐单调卸载,直到零载荷为止,并记录各测量点的示值。误差计算:对于可读性低于0.1mg以下的天平,根据M-T公司所给该种天平的*大允许误差范围,逐点比较各载荷点加载示值误差E(加载)和卸载示值误差E(卸载)是否超过相应的允差范围。
各种天平的*大允许误差范围可参见M-T公司的天平样本。
(2)分段去皮法(可读性好于0.01mg的天平)(以AT201为例)
选择E2等50g砝码2个(记作50g1和50g2);E2等100g砝码1个。去皮,→记录零载示值O:将50g(记作50g1)放在秤盘上,→记录示值D1(1/4载);取下50g1,将50g(记作50g2)放在秤盘上,去皮,再将50g1放到秤盘上,→记录示值D2(1/2载);全部取下,将100g放在秤盘上,去皮,再将50g1放到秤盘上,→记录示值D3(3/4载);全部取下,将100g+50g2(=150g)放在秤盘上,去皮再将50g1放到秤盘上,→记录示值D4(全载)。
记录下的D1,D2,D3,D4均为相对应50g1的示值。由于这种检定方式排除了50g2和100g砝码的温度漂移、空气流动、示值偏差等因素引起的误差,不失为一种检定天平真正线性的方法。
误差计算:对于可读性0.01mg天平和好于0.01mg以上的天平,由于E2级砝码的折算质量修正值的限制,无法进行直接比较,因此记录下D1,D2,D3,D4这4个数据,用记录下的D1,D2,D3,D4中的*大示值减去*小值再除以2作为天平的线性误差。
(*大示值-*小示值)/2≤线性允差范围
以AT201为例,线性允差为±0.12mg
(4)重复性检定
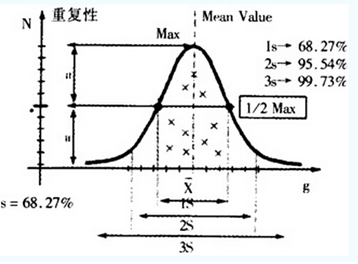
重复性指在实际相同的条件下,在短时间内多次重复地将同一砝码放置到称量盘上称量,所得多次称量结果的差异。M-T公司对所有本公司的电子天平的重复性规定均是指多次称量结果的一倍标准偏差(1S)值。
对于高分辨率的天平,重复性的优劣不仅取决于天平本身的性能,还与称量的条件、环境以及检定人员操作技能有着密切的关系。缺一都会影响到重复性的检定结果。重复性是衡量天平性能的一个非常重要的指标。对重复性检定,M-T公司还特别规定,分别对空载和加载两种状态进行检定。
(1)各种不同类型天平的测量次数及试验载荷如下表所示
缺插图!
*试验载荷用全载的天平主要有:AE240,AE200,AG104,AT20,AT21,AT200,AT201,MT5,UMT2,UMT5。
(2)在重复性检定测试中所用的砝码的等级高低是不重要的。
重复性检定方法:
天平需要经过充分预热,*好将砝码放置到称量室中同时预热,使天平和砝码完全达到热平衡。然后再做重复性检定;多次加载天平,使原处于休眠状态的天平逐渐进入工作状态,对于微量和半微量天平,只要秤盘在较长时间(>30分钟)没有称量,重新再称量前也需先进行一次简短的加载,让天平再次进入工作状态,对天平示值不做记录;校准天平,手动触发对天平进行校准;去皮,使示值为零,并记录;用长镊子钳,将砝码轻轻放置到秤盘中间,并记录;取下砝码,等待示值稳定(*好能回零),并记录;再重复将同一砝码轻轻放置到秤盘中间,注意尽可能将砝码放置到中间同一位置,并记录。
以下反复10次,分别记录10次加载示值,10次空载示值。
在记录测试数据时,采用数据稳定后10s~30s记录,并注意每次间隔时间相同。*近,M-T公司对重复性检定,已改用电脑和专用测试软件进行。*后的重复性检定结果用电脑计算直接给出一倍标准偏差(1S)值。
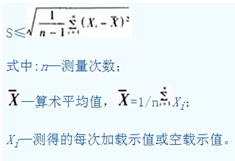
误差计算:M-T公司对所有本公司天平的加载和空载重复性均是指一倍标准偏差(1S)值。标准偏差计算公式如下:
标准偏差的物理意义如下图